Parker Block
![]()
Serving the Delmarva peninsula since 1929 with quality block, masonry, hardscaping, ready mix concrete, and precast lintels. The ready-mix operation is capable of serving Millsboro, Salisbury, the beach towns, and the surrounding areas.
Get InspiredOur Products






We carry what you need
Concrete Calculator
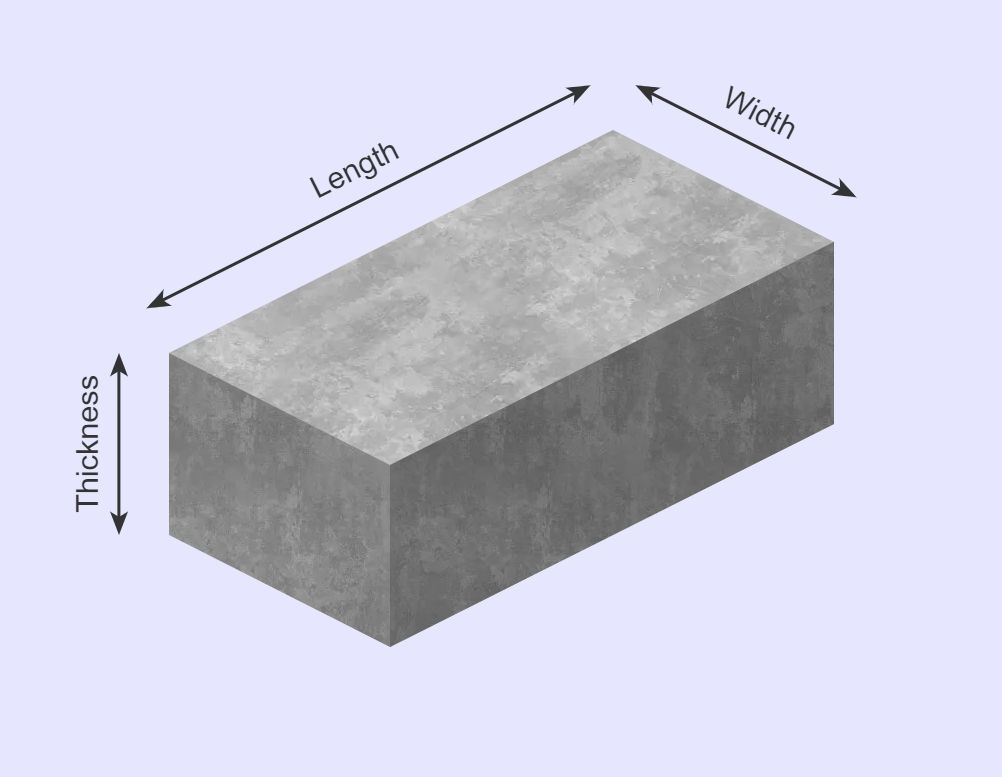
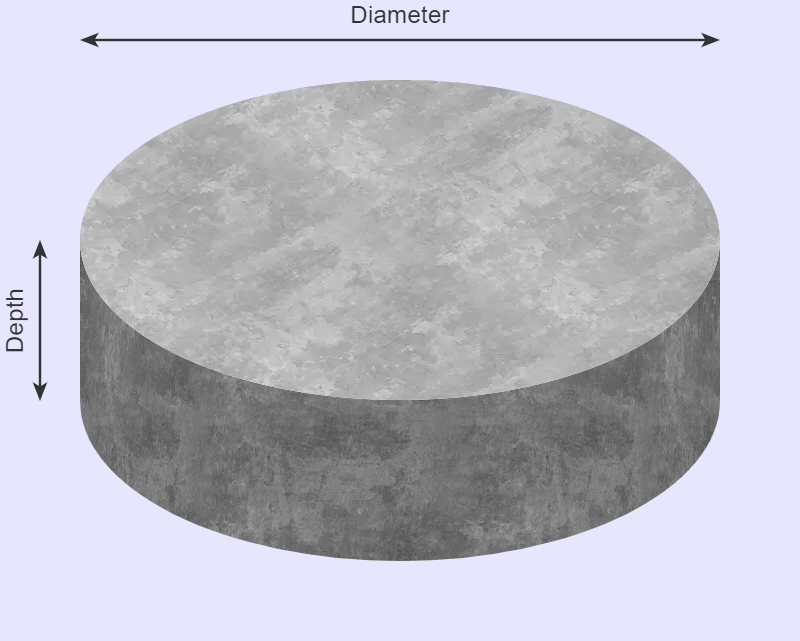
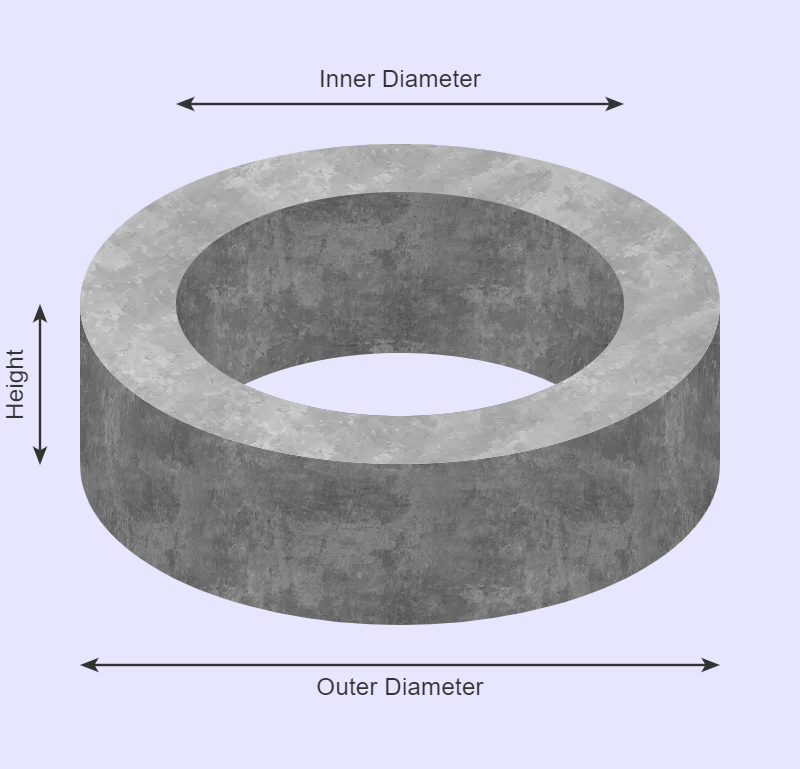
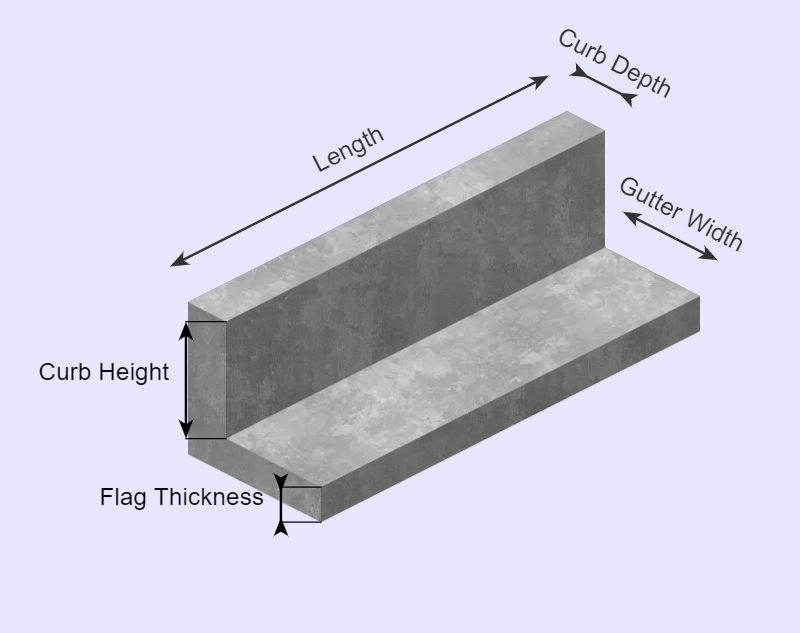
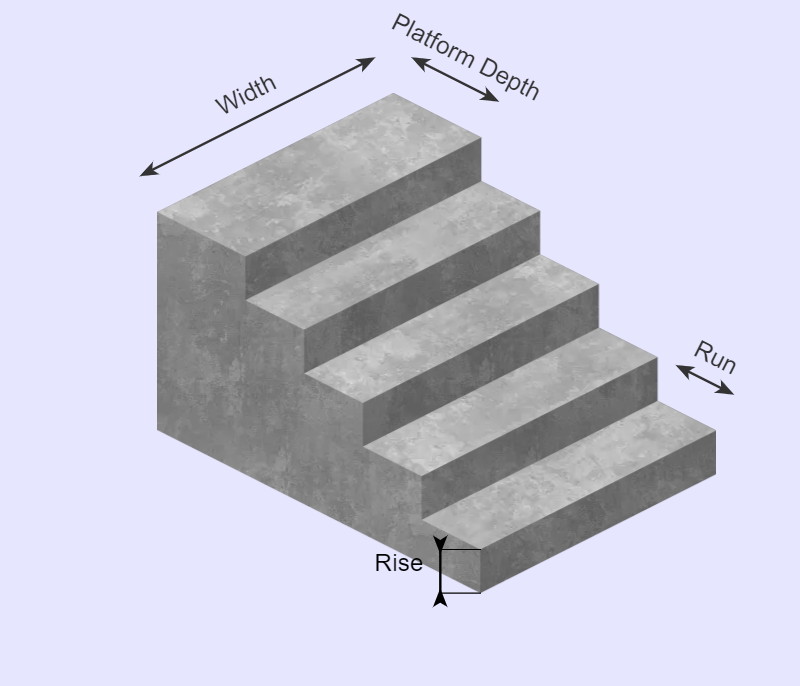
Measurements
Results in:
Hours of Operation
Monday – Friday 7:00 am-4:30 pm (gates close at 4:15 pm)
Saturday 7:30 am- 12 pm (gates close at 11:45 am)
Sunday Closed
We Carry What You Need
Since 1929, Parker Block has proudly served the Delmarva Peninsula, providing top-quality building materials and quality service. With a vast selection of products, they have been the go-to source for contractors, builders, and homeowners alike. As a proud member of the Ernest Maier family, Parker Block’s offerings and expertise include masonry, hardscaping, ready-mix concrete, natural stone, concrete block, precast lintels, and all the tools needed to get the job done. This collaboration delivers quality and service to guarantee your every project, big or small, benefits from the finest materials and support in the market.
Quality Masonry Materials
Parker Block’s concrete masonry products are manufactured locally in our Millsboro factory. We also carry a wide range of stone, clay, brick, and concrete blocks suitable for any application residential, commercial, or industrial. The curated Parker Block selection ensures structural integrity, thermal efficiency, and a classic appeal for your projects.
Hardscaping Supplies
Hardscaping is essential in creating beautiful, durable outdoor living areas. Parker Block offers a wide array of hardscaping supplies, including pavers, porcelain, natural stone, wall systems, edging, and more to enhance the beauty and functionality of any outdoor space. From designing a garden path to a robust retaining wall, our products combine visual appeal with performance. Come see our showroom
Ready Mix Concrete
Our ready-mix concrete, formulated for superior durability and strength, caters to a wide range of construction applications. Efficiently serving Millsboro, Salisbury, the beach towns, and the surrounding areas, our ready-mix operation handles everything from residential driveways to large commercial pours. We mix our concrete to match your project requirements.
Natural Stone
Parker Block prides itself on its ability to source natural stone to create the perfect, rugged look. Travertine, Indiana Limestone, and Pennsylvania Flagstone are some of the timeless choices that can define and highlight your outdoor living spaces. Visit our large yard and showroom to find the right stone.
High-Quality Blocks
Parker Block’’s selection of quality blocks includes a variety of sizes and types of concrete blocks to suit any structural requirement. Our blocks are known for their consistency, strength, and versatility. They are ideal for both load-bearing and non-load-bearing applications.
Precast Lintels
Precast concrete lintels are essential for creating strong and stable openings in walls. Our precast lintels are manufactured with the highest quality concrete and produced to bear heavy loads while providing an appealing finish to doorways and windows. Available in various sizes, our lintels are a perfect fit for your construction needs.